


小森LS40印刷机前后色差故障排除
产生色差故障原因分析:
1、CTP制版或显影时导致的部分网点丢失,从而导致相同图文存在网点的差异,因此印刷时存在颜色差异。
2、印刷设备或承印材料存在问题,导致在印品后口位置存在重影,因此后口颜色偏重。
3、墨辊状态不良或串墨辊停止位置不合适,导致墨量在印版表面分布不均,从而引起前、中、后的色彩差异。
处理办法:
1、 印版的确认
确认方法:1、印版在印刷机上着水、着墨后,视觉上观察印版上相同图文是否存在颜色轻重差异;2、通过印版测量仪测量印版前、中、后相同色值处的网点,确认网点差小于2。如果存在上述情况之一,需要调节CTP环节重新出版,满足上述条件。
2、 印品重影的确认
如果存在明显的前后颜色差异,特别是前轻后重时,可以通过25倍或以上放大镜检查后口是否存在明显重影,如果存在,需要解决重影问题。

正常网点
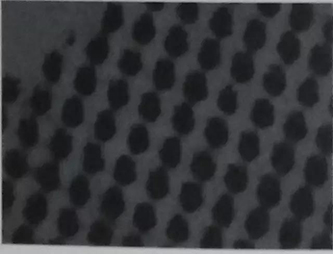
重影网点
3、 墨辊状态的检查和确认:
确认内容:
1)、胶辊表面状态的确认,是否存在表面结晶、龟裂等现象,如果存在,进行保养或更换;
2)、胶辊硬度的确认,胶辊硬度是否在标准范围之内,靠版水辊25±2度(邵氏硬度),靠版辊30±2度(邵氏硬度),匀墨辊35±2度(邵氏硬度)。如果超过范围,需要进行更换;
3)、胶辊压力的确认,参照说明书的墨辊排列图的参考压线宽度(3mm、4mm、5mm)进行检查和调节。
4、串墨辊停止位置的调节:
由于印版滚筒存在空挡和串墨辊存在停止点,因此墨辊在印版上的涂布不可能完全均匀,墨量存在一定的分布差。这是因为当串墨辊到达两端停止点时,串墨辊与靠版墨辊间只有周向转动,而没有径向的串动,因此相对而言在停止点时串墨辊向靠版墨辊传输的墨量比在串动时转移的墨量多,这样导致靠版墨辊一周的墨量分布不均,从而也导致墨量在版面的分布不均。通过对LS40进行测试实验,我们发现随着串墨辊相位(停止位置)的变化,版面前、中、后墨量的最高密度值和最高密度位置都在发生变化。测试油墨:Black,测试印版:实地印版。数据如下表:
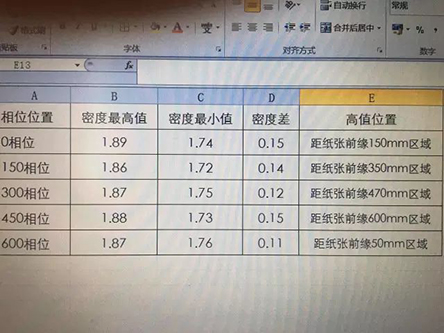
可前、中、后存在颜色差异是不可避免的现象,但可以通过调节串墨辊相位去减少它导致的色差,可以按见以下思路去解决:
1、通过测量Cyan实地印刷的密度,参考标准是前后密度差小于0.1,通过改变串墨辊的相位(停止点),将版面的密度差降到最小,Cyan最佳密度差可以到达0.07。
2、将每个Cyan、Magenta、Yellow、Black的轻重位置调节一致,即这四个色组的偏重的部位要在相同区域,这样会减少叠色后色相的偏差。比如:Cyan色组是前重后轻,Magenta是前轻后重。那么Cyan和Magenta叠色后前后的颜色色相会差别很大,如果都是前重后轻,颜色会存在明暗的差异,但色相差不明显。
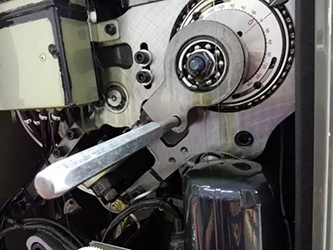
3、串墨辊相位(停止点)调节方法:如果设备配备有自动相位调节,那么直接在PQC控制台里进行遥控操作,否则只能进行手动操作调节,调节方法以LS26、LA37为例。
1)、正点动车,到串墨连轴上的孔与底板上的孔同心,可以被10mm销钉穿在一起起。这时刚好是串墨辊串到驱动侧停止位。
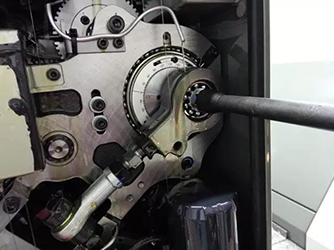
2)用19mm套筒扳手松开紧固螺丝,这时点车串墨辊不再串动,而印版滚筒在转动,因而改变了串墨辊停止点与印版的相对位置。
3)、参考D辊在印版表面的停止位置,确定需要调节的量,一般来讲,串墨辊串到驱动侧停止位时,D辊停在印版的区域颜色会重。

4)、锁紧紧固螺丝,进行印刷测试,并测量密度。
5)、重复进行步骤1、2、3、4,直到前后密度差达到我们希望的结果,由于设备状态存在差异,前后密度差可能会超出理想结果。